






























Производство мебели переходит от массового производства к индивидуальному, ориентированному на дизайн производству. Производители мебели все чаще используют металлические трубы для создания каркасов, несущих конструкций и декоративных элементов, часто применяя овальные, D-образные, тонкостенные квадратные и другие нестандартные сечения для повышения визуальной привлекательности. Однако традиционные методы обработки труб сопряжены с многочисленными трудностями, которые ограничивают эффективность производства и качество продукции.
Трудности обработки нестандартных пробирок
В отличие от стандартных круглых или квадратных труб, обработка нестандартных труб представляет собой ряд уникальных проблем:
• Трудности с зажимом — Неровные поверхности затрудняют надежное крепление труб, что может легко привести к деформации деталей.
•Трудности с вращением — Асимметричные формы требуют точного углового позиционирования для каждого разреза.
•Термочувствительность — Даже при толщине стенки всего 1 миллиметр, неточная калибровка лазера может привести к деформации или прогоранию трубки.
• Мелкосерийное производство с множеством спецификаций — частая смена оборудования требует перепрограммирования и повторной установки приспособлений, что отнимает значительное производственное время.
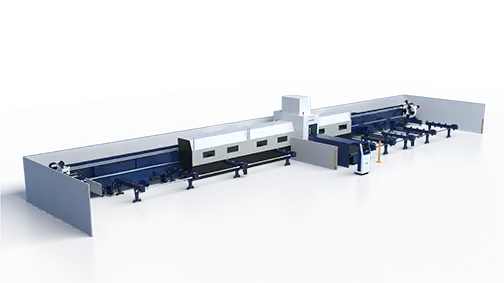
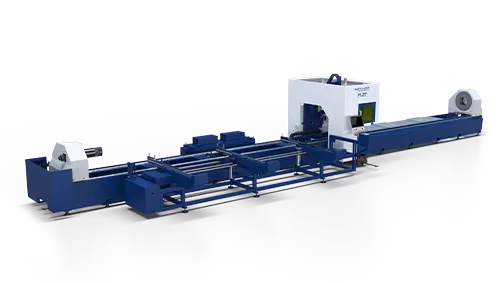
Эти проблемы не только снижают эффективность производства, но и влияют на точность последующей сварки и сборки. Благодаря своей скорости, гибкости и точности системы лазерной резки труб стали предпочтительным решением для обработки материалов.
Ключевые технологии для достижения гибкости
1. Интеллектуальный сервоприводной патрон, адаптирующийся к контурам заготовки.
Современные станки для лазерной резки труб используют сервоуправляемые патроны с автоматической центровкой. Эта система исключает необходимость ручной регулировки тисков; вместо этого она определяет диаметр и толщину стенки трубы и прикладывает ровно столько зажимного усилия, сколько нужно — не слишком слабое, чтобы труба не соскользнула, и не слишком сильное, чтобы не повредить тонкие стенки. Для труб с неровным поперечным сечением:
•Множество точек контакта равномерно распределяют нагрузку, предотвращая локальные вмятины.
•Встроенная система обратной связи по крутящему моменту обеспечивает плавное и стабильное вращение.
•Дополнительный третий патрон позволяет использовать более длинные заготовки, уменьшая количество отходов в хвостовой части.
•В заключение: более высокая концентричность, меньшая вибрация и более чистый срез даже при высоких скоростях вращения.
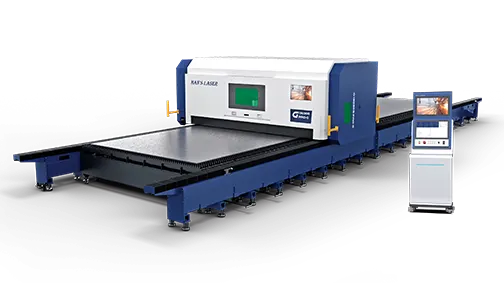
2. Многоосевое управление движением и планирование 3D-траектории резки.
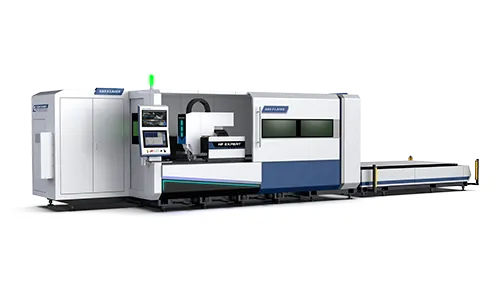
Современные волоконно-лазерные платформы сочетают линейные оси XYZ с вращающейся осью A, что позволяет лучу следовать пространственным траекториям в реальном времени. Это критически важно при резке сложных фасок, пазов или угловых соединений в модульных каркасах мебели. Программное обеспечение управления может:
• Автоматическая компенсация колебаний зазора в сварном шве.
• Для подготовки поверхностей стыка используйте фаски.
• Создание массивов отверстий или пазов на основе параметрических шаблонов.
• Результат: 100-я деталь имеет ту же точность, что и первая, и между партиями не требуется никаких механических корректировок.
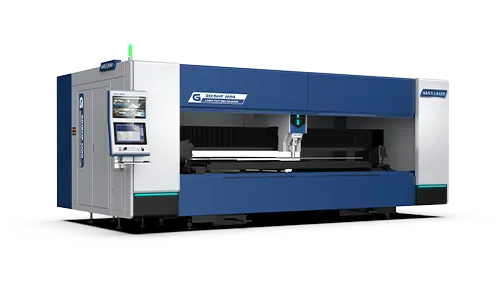
3. Оптимизация энергопотребления для тонкостенных трубок
Большинство мебельных труб изготавливаются из низкоуглеродистой стали или нержавеющей стали, толщина стенок варьируется от 1,0 мм до 3,0 мм. Волоконные лазеры мощностью 1,5–3 кВт идеально подходят для этих целей:
• Они достаточно быстры, чтобы поддерживать короткие циклы обработки.
• Зона термического воздействия остается узкой, что приводит к минимальному окислению кромок, и, как правило, дополнительная зачистка или шлифовка не требуются.
Ключевое преимущество: Высокоскоростная обработка без ущерба для металлургической целостности труб.
4. Программное обеспечение, которое легко переключать.
В цехах с мелкосерийным производством и широким ассортиментом продукции каждая минута, затраченная на перепрограммирование или переналадку, представляет собой упущенную выгоду. Современные станки оснащены следующими функциями:
• Прямой импорт моделей CAD/CAM — просто импортируйте свою 3D-модель, и траектории движения инструмента будут автоматически сгенерированы.
• Библиотека параметров — хранит рецепты резки для каждого профиля, толщины и типа соединения.
• Облачная панель управления — удаленное отслеживание состояния оборудования, его загрузки и хода выполнения заданий.
•Операторы могут за пять минут переключиться с нарезания пазов в овальных трубах на нарезание отверстий в квадратных трубах — без смены приспособлений или измерительных приборов.
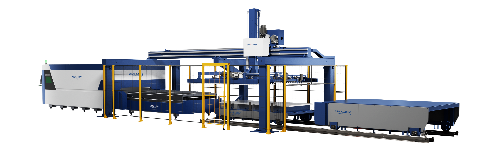
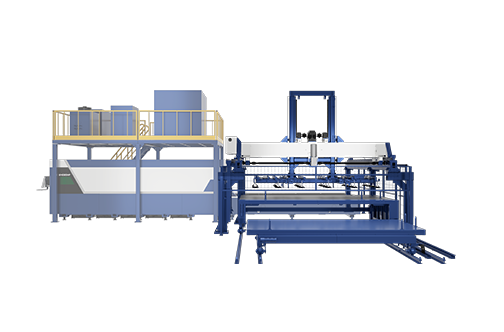
5. Автоматизация обеспечивает стабильный результат.
Для обеспечения бесперебойной работы лазерной подачи и выгрузки готовой продукции многие системы предлагают дополнительные модули загрузки и выгрузки:
• Автоматическая загрузка бункера для связывания труб с сервоприводом.
• Конвейеры для сортировки деталей, отделяющие нарезанные детали от бракованных рамок.
• Маркировка или идентификация в процессе производства для обеспечения прослеживаемости.
Даже при частых изменениях в конструкции автоматизация оптимизирует производственные циклы и повышает общую эффективность оборудования.
Пример из практики: Мастерская по изготовлению модульной мебели
Рассмотрим фабрику, которая производит стеллажи и сиденья на заказ. В любой день там могут обрабатываться следующие материалы:
• Овальные трубки со скошенными пазами для шиповых соединений.
•Квадратные трубки с перфорированными регулировочными отверстиями, расположенными на различном расстоянии друг от друга.
• Направляющие профилированной формы с пазами для соединения элементов, обеспечивающие сборку без использования инструментов.
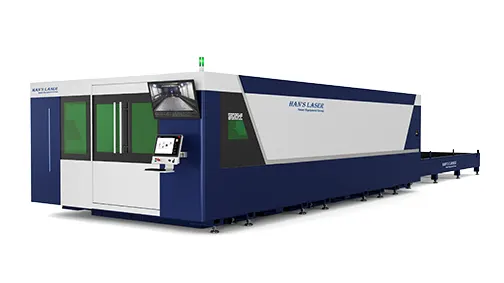
Один станок для лазерной резки труб позволяет выполнить все процессы за один раз, исключая необходимость в отдельных этапах сверления, фрезерования или финишной обработки.
Заключение
Современные станки для лазерной резки труб предлагают производителям точность, гибкость и автоматизацию. Они превращают сложные геометрические формы в рутинные операции и сокращают время переналадки, сокращая время эффективной резки.
Готовы ли вы создавать каркасы для мебели на заказ с меньшим количеством отходов и большей гибкостью? Свяжитесь с компанией Han's Laser — наша команда специализируется на интеллектуальных решениях для резки труб, которые обеспечивают баланс между точностью, скоростью и надежностью изо дня в день. Мы поможем вам разработать систему, которую можно будет постоянно модернизировать по мере расширения вашей линейки продукции.




 Previous
Previous




 LET’S TALK
LET’S TALK



