






























По мере того, как обрабатывающая промышленность продолжает развиваться в направлении повышения эффективности и точности, мощное волоконно-оптическое лазерное оборудование для резки стало незаменимым инструментом в таких отраслях, как производство стальных конструкций, строительной техники, судостроение и энергетическое оборудование. По сравнению с традиционными методами резки, мощные лазеры обеспечивают более высокую скорость резки, более высокую точность обработки и более низкие общие затраты.
Однако в реальных производственных условиях, даже при использовании современного оборудования, качество резки может ухудшаться из-за таких факторов, как параметры обработки, вспомогательный газ или свойства материала, что приводит к таким проблемам, как образование шлака в нижней части заготовки, аномальные формы резания и увеличение количества заусенцев.
На основе типичных примеров использования высокомощной лазерной резки в данной статье обобщены три наиболее распространенные проблемы обработки и соответствующие им решения, которые помогут операторам быстро выявлять первопричины и повышать стабильность производства.
Почему при высокомощной лазерной резке по-прежнему возникают проблемы с обработкой?
Несмотря на то, что мощные лазеры обеспечивают большую выходную мощность, качество резки зависит не только от мощности.
Технические характеристики сопла, положение фокуса, давление вспомогательного газа, скорость резания и качество самого листового металла — все это в совокупности влияет на конечный результат обработки. Отклонение от любого отдельного параметра может привести к снижению качества резания.
Поэтому при техническом обслуживании оборудования и оптимизации процесса необходимо комплексно корректировать множество параметров обработки, а не просто увеличивать мощность лазера.
Распространенная проблема 1: Шлак или включения на дне рудного разреза.
Возможные причины
• Несоответствующий диаметр сопла препятствует адекватному отводу расплавленного металла потоком газа.
• Положение фокусной точки не соответствует толщине листа.
• Давление вспомогательного газа установлено слишком высоким или слишком низким.
• Поверхность листа имеет оксидный слой, примеси или отличается низким качеством.
Рекомендации по оптимизации
• Выберите сопло подходящего размера в зависимости от толщины материала и откалибруйте положение фокусной точки.
• Отрегулируйте давление вспомогательного газа, чтобы обеспечить плавный выход расплавленного металла из зоны резки.
• Приоритет отдается металлическим материалам с постоянным качеством и хорошим состоянием поверхности, чтобы минимизировать колебания в процессе обработки, вызванные факторами, связанными с материалом.
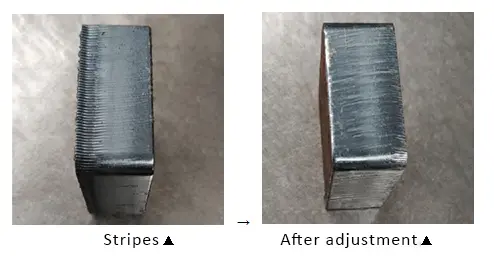
Распространенная проблема 2: Видимые полосы на поверхности среза.
Возможные причины
Чрезмерно глубокие режущие бороздки обычно указывают на нестабильный процесс резания. К распространенным причинам относятся:
• Диаметр сопла слишком велик, что приводит к неравномерному распределению потока газа;
•Чрезмерное давление вспомогательного газа, вызывающее локальное перегорание;
• Несоответствие между скоростью резки и мощностью лазера.
Рекомендации по оптимизации
•Замените форсунку на форсунку более подходящего размера для улучшения концентрации газового потока.
• Отрегулируйте давление вспомогательного газа, чтобы предотвратить перегорание.
• Оптимизировать скорость резки в зависимости от толщины материала и мощности лазера для поддержания стабильного уровня энергии.
После корректировки параметров обработки поверхность среза, как правило, становится более гладкой, а текстура поверхности — более однородной.
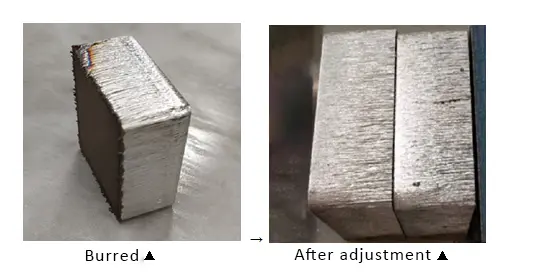
Распространенная проблема 3: Избыточное количество заусенцев на срезе.
Возможные причины
Заусенцы обычно указывают на то, что материал не был полностью прорезан, и могут быть вызваны следующими факторами:
•Размер сопла слишком мал, что приводит к недостаточному потоку вспомогательного газа;
• Неправильно установлено отрицательное положение фокуса;
•Недостаточное давление вспомогательного газа препятствует своевременному удалению расплавленного металла.
Рекомендации по оптимизации
• Для повышения эффективности удаления шлака используйте сопло большего диаметра.
• Установите отрицательное положение фокуса в соответствии с толщиной листа.
• Для обеспечения более тщательной резки необходимо соответствующим образом увеличить давление вспомогательного газа.
При обработке толстых листов положение фокуса и давление газа зачастую важнее, чем простое увеличение мощности лазера.
Регулярное техническое обслуживание также влияет на качество резки.
Помимо параметров процесса, ключевым фактором, влияющим на стабильность процесса, является состояние оборудования.
Рекомендуется регулярно проверять следующие пункты:
•Очистите защитные и фокусирующие линзы лазерной режущей головки;
• Проверьте рабочее состояние системы охлаждения, чтобы предотвратить образование конденсата на лазере;
•Проверьте чистоту вспомогательного газа и проверьте газопроводы на наличие утечек;
• Периодически калибруйте центральное положение сопла, чтобы обеспечить соосность лазерного луча с соплом.
Правильное техническое обслуживание может эффективно снизить частоту отказов и продлить срок службы оптических компонентов.
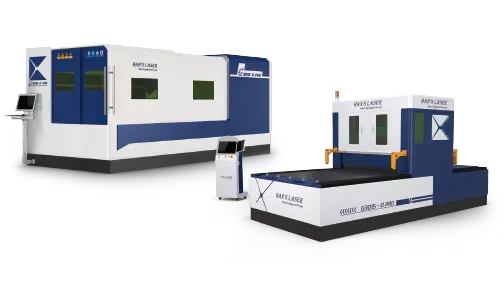
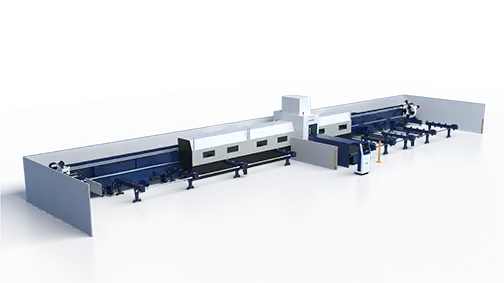
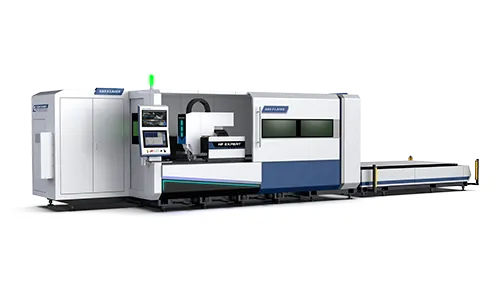
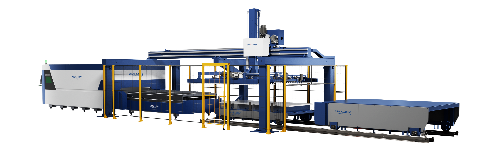
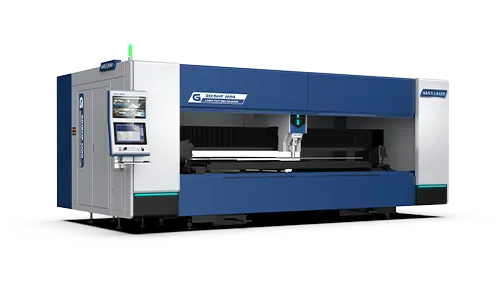
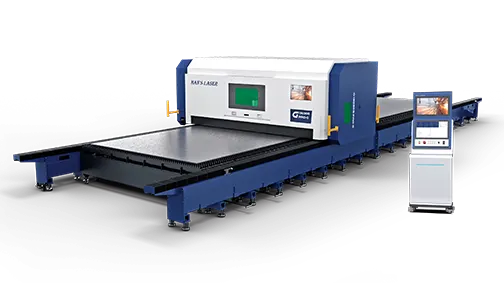
Рекомендуемое оборудование: полностью закрытый волоконно-лазерный резак.
При высокопроизводительной обработке листового металла конструкция оборудования также определяет стабильность процесса.
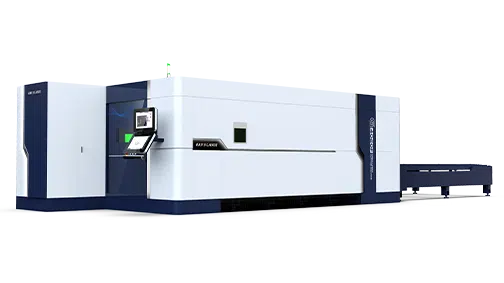
Полностью закрытые станки для лазерной резки волоконным лазером обладают следующими преимуществами:
Двухсервоприводной портальный привод
Двухприводная портальная конструкция и высокопрочная станина обеспечивают стабильную точность даже при работе на высоких скоростях, что делает его подходящим для крупносерийного непрерывного производства.
Полностью закрытая конструкция, обеспечивающая безопасность.
Закрытая защитная конструкция эффективно снижает распространение лазерного излучения и испарений, обеспечивая более безопасные условия труда для операторов.
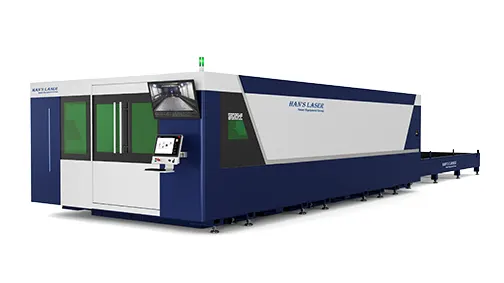
Интеллектуальная система управления
Поддерживает такие функции, как возобновление резки с точки прерывания, резка с возвратом в исходное положение, сигналы тревоги о неисправностях и автоматическая диагностика, что сокращает время простоя и повышает эффективность использования оборудования.
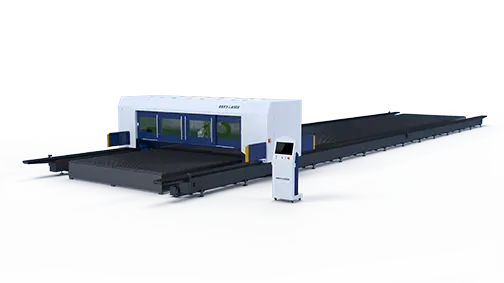
Автоматическая фокусирующая режущая головка
Автоматически регулирует фокусное расстояние, значительно сокращая время пробивки и повышая эффективность и однородность резки листов средней и большой толщины.

Заключение
Высокомощная лазерная резка зависит не только от самого оборудования, но и от соответствующих параметров процесса и стандартизированного технического обслуживания. Систематическая оптимизация для решения распространенных проблем, таких как образование шлака, полос и заусенцев, может эффективно улучшить качество резки, снизить количество доработок и еще больше раскрыть преимущества обработки с помощью мощного оборудования.
Для компаний, которым требуется долговременная и стабильная обработка листового металла средней и большой толщины, а также сложных деталей, оборудование для лазерной резки с волоконным лазером, оснащенное автофокусировкой, интеллектуальным управлением и полностью закрытой защитной конструкцией, поможет достичь более высокой эффективности производства, более стабильного качества обработки и снижения общих эксплуатационных расходов.
Часто задаваемые вопросы (FAQ) о высокоэффективной лазерной резке
Почему при лазерной резке высокой мощности образуется шлак?
Как правило, это связано со спецификациями сопла, положением фокуса, давлением вспомогательного газа и качеством листового материала. Соответствующая оптимизация этих параметров позволяет улучшить качество резки более эффективно, чем простое увеличение мощности.
Как уменьшить количество заусенцев при лазерной резке?
Мы рекомендуем проверить отрицательное положение фокуса, давление вспомогательного газа и размер сопла, убедившись при этом в полном проникновении материала.
Что вызывает появление заметных полос при лазерной резке?
Образование полос обычно происходит из-за неправильного выбора диаметра сопла, несоответствия скоростей резания или чрезмерно высокого давления вспомогательного газа; оптимизация требует корректировки этих параметров в зависимости от фактических условий обработки.
В каких отраслях промышленности подходит высокомощная лазерная резка?
Он широко используется в таких отраслях, как производство стальных конструкций, строительной техники, железнодорожного транспорта, судостроения, сосудов под давлением, энергетического оборудования и центров металлообработки, и особенно подходит для листового металла средней и большой толщины и крупносерийного производства.
Как можно повысить стабильность работы мощной лазерной резки?
Помимо оптимизации параметров резки, крайне важно поддерживать чистоту оптической системы, обеспечивать стабильную работу системы охлаждения, а также регулярно проверять чистоту вспомогательного газа и соосность сопла.









 LET’S TALK
LET’S TALK



